Ⅰ. Control de rectitud de la superficie de trabajo
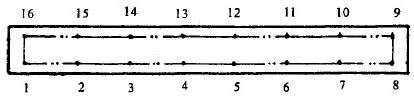
Utilice el bloque para apoyar la regla de hierro fundido en forma de I. Escoja la placa puente adecuada de acuerdo con la longitud de la superficie de trabajo de la regla de hierro fundido. Después, coloque la placa puente en un extremo de la regla y fije el reflector o el diastimómetro a la placa. Según el intervalo, mueva gradualmente la placa puente desde un extremo al otro de la regla. Cada vez que mueve la placa un intervalo, tiene que hacer una lectura del autocolimador con un valor de división de 1"o del medidor de nivel electrónico cuyo valor de división es de 0.001mm/m. La diferencia entre valores máximos y mínimos es el error de rectitud de la superficie de trabajo de la regla de hierro fundido.
A continuación mostramos un croquis del método de control.
Ⅱ. Detección del área de contacto de la regla de hierro fundido
Aplique el desarrollador por encima de la superficie de trabajo de la regla de hierro fundido que quiera examinar. Ponga la regla sobre el mármol de ajuste de fundición de gran precisión o regla de hierro fundido. Los puntos de contacto obvios aparecerán en la regla de hierro fundido que se quiere examinar. Después de esto, coloque una placa fina transparente de 50mm×25m como la placa de vidrio orgánico en cualquier posición de la regla examinada. Tiene que escoger la placa fina transparente que tiene dibujados 200 cuadrados pequeños. Finalmente, puede observar los puntos de contacto en cada cuadrado y calcular su proporción de cobertura. Divida la proporción de cobertura total en 2 y el valor que obtenga es la relación de cobertura de los puntos de contacto del área examinada.
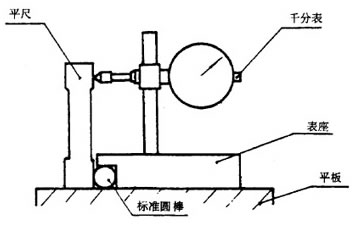
Ⅲ. Verificación de la verticalidad entre la superficie lateral y la superficie de trabajo
Coloque la regla de hierro fundido sobre el mármol de ajuste de fundición. Haga pasar el equipo calibrador (equipado con el indicador de cuadrante) a través de la barra cilíndrica estándar. Tiene que dirigirse al punto cero del cuadrado estándar. Después, tiene que poner en contacto el equipo calibrador con la superficie lateral de la regla de hierro fundido. La lectura que consigue del indicador de cuadrante es la verticalidad de la superficie lateral. Verifique la verticalidad de la otra superficie lateral de la misma manera.
Ⅳ. Profundidad de paralelismo entre superficies de trabajo
Utilice el mármol de verificación de fundición como plano base y ponlo encima del mármol de verificación de fundición de precisión. Después, utilice el indicador de cuadrante para medir las alturas de al menos tres partes de la superficie de trabajo.
Cuando no se pueda aplicar ningún mármol de ajuste de fundición, puede utilizar la superficie de soporte. En este caso, tiene que utilizar un micrómetro de palanca o indicador de cuadrante cuyo valor de división es de 0.002mm.
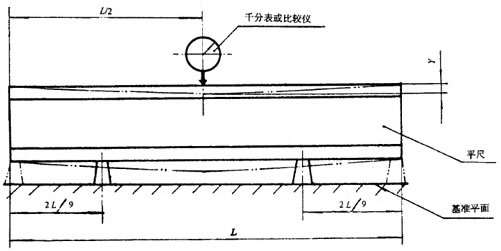
Ⅴ. Comprobación de la desviación natural de la regla de hierro fundido
Utilice el bloque para apoyar la regla de hierro fundido en forma de I en la posición estándar y coloque la regla encima del plano base. Utilice el indicador con valor de división de 0.001mm. Después de conseguir la lectura de medición en la parte central de la superficie de trabajo, tiene que mover el bloque a la distancia de soporte máximo. Diez minutos después, haga la lectura que aparece en el indicador de cuadrante. La diferencia entre las dos lecturas es la desviación natural de la regla de hierro fundido.

 English
English Español
Español Русский
Русский Deutsch
Deutsch



